











Description

Automated and contained drum emptying
The DrumFlow®05 is an innovative automated solution from the drumflow range. It ensures the safe emptying of drums containing powders or granules. This system enables the rapid transfer of materials without spillage or contamination.
The drum is automatically conveyed to a containment chamber. Once in place, a lifting apron clamps the drum firmly in place. This ensures its stability before it is lifted towards the connection head.
The drum then reaches the sealed connection head. The internal inflatable seal is then activated immediately. It ensures an initial perfect seal with the drum.
The tilting connection head pivots to attach to a hopper. A second inflatable seal ensures a seal between the head and the hopper. The discharge valve then opens automatically. This allows for a smooth flow without dust emissions.
The fully enclosed enclosure guarantees maximum operator safety. Automated control optimises operation in demanding environments. This solution is suitable for the chemical, pharmaceutical and battery industries.
-
Automation5
Operating procedure for the DrumFlow 05
1. Drum entry into the containment chamber
The drum is automatically conveyed to the entrance of the containment chamber. The door opens to allow operator access. A sealed window features integrated EPDM gloves for handling. The operator safely removes the drum lid.
The door then closes to ensure a contained environment. The drum is conveyed to its final holding position. The emptying process can then begin.
2. Sealed connection and handling
A lifting apron firmly secures the drum in position. This system ensures perfect stability of the equipment. The lifting platform raises the drum towards the sealed discharge head.
An internal swelling seal is activated immediately. It provides an initial seal between the drum and the connection head.
3. Tilting and automated emptying
The connection head pivots towards the receiving hopper. A second inflatable seal ensures a complete seal. The discharge valve opens automatically once the connection has been validated.
The product then flows smoothly and in a controlled manner. Pneumatic vibrators ensure optimal discharge of the contents.
4. Transfer of the product to the process
The receiving hopper uses a transfer system tailored to your needs:
- Transfer screw: ensures precise dosing and continuous feeding.
- Rotary valve: guarantees optimal control of material flow.
- Pneumatic transfer: enables rapid and uniform conveyance of powders.
5. Dust control and extraction
An integrated fine particle capture system collects the particles. This prevents any contamination in your production area. Once emptied, the drum descends gently.
The lifting platform releases the container. The drum is automatically discharged via an exit conveyor.
6. Safety & Compliance
The DrumFlow 05 is designed for HAZLOC zones 21/22. It complies with the requirements for CMR and toxic powders. The automated control system ensures safe operation.
Equipment advantages
- Operator safety and containment: Airtight airlock and sealed window with integrated gloves. The system uses a double inflatable seal.
- Automated drum handling: Precise conveyance with stop. The lifting platform includes a vibrating comb or a striker.
- Controlled and adaptable emptying: Sealed tilting system. It includes a flow aid and a receiving hopper.
- Dust emission control: Integration of a fine particle capture system for a healthy environment.
Media
View our equipment in photos

Motorised conveyor
The conveyor ensures that the drum is held in place and moved throughout the entire emptying cycle.
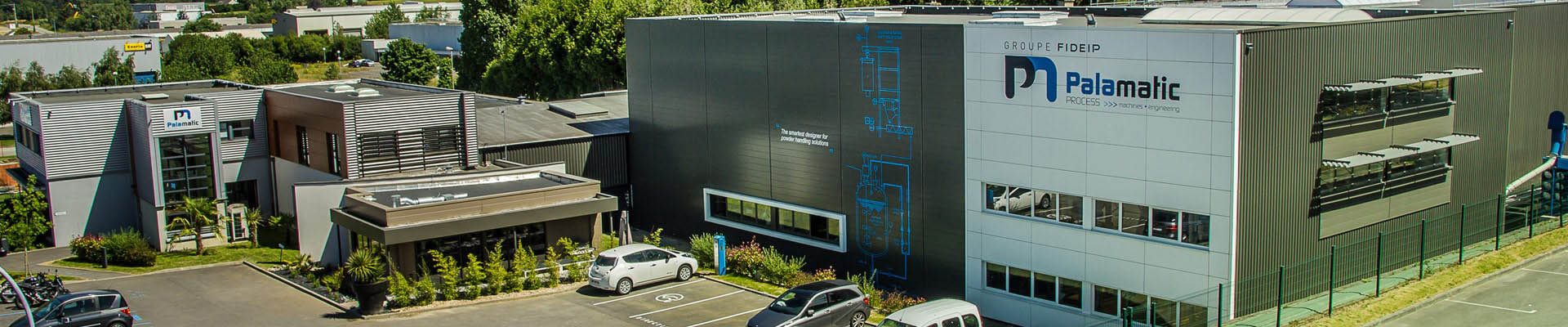
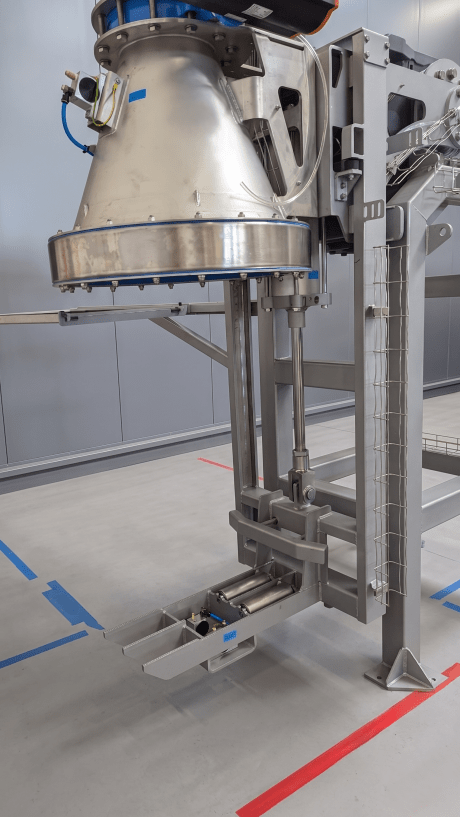
Drum tipper in operation
Drum tipper in operation.

Inside the DrumFlow®05
All Drumflow®05 equipment

Secure barrel opening
The operator can safely remove the drum lid via the sealed window and its integrated gloves.

Containment enclosure
The containment enclosure features a sealed glass panel with integrated EPDM gloves, enabling operators to open the drums safely.

Solution DrumFlow®05
The complete DrumFlow®05 system, including the conveyor line, operator hatch and its drum tipper integrated into the containment enclosure.
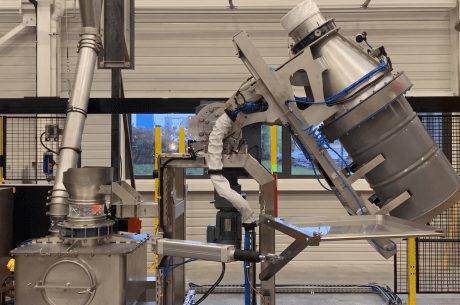
barrel tipper
The apron adjusts to stabilise the drum before the tipper tilts it backwards.

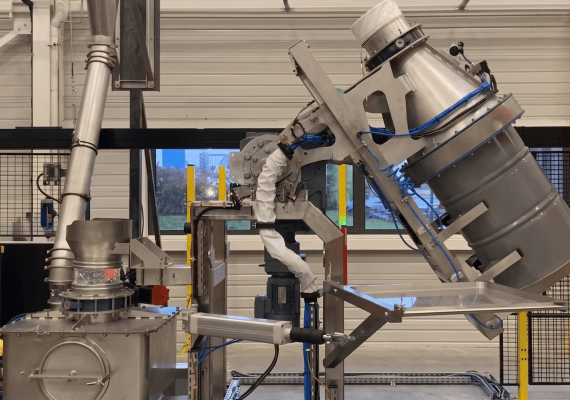
Drum tipper
The drum tipper in the confined section of the DrumFlow®05.



Features
Technical specification
| Category | Detailed specifications |
|---|---|
| Throughput | Up to 15 drums per hour. |
| Compatible drums | Metal and plastic (various heights and diameters). |
| Containment system | Containment chamber with automatic opening. Sealed glass panel with integrated EPDM gloves for safe handling. |
| Conveying & Handling | Conveyor line with stop for precise positioning. Lifting apron with vibrating comb or impactor. Tilting sealed connection head for precise docking. |
| Sealing | Internal swelling seal (drum/discharge head connection). External swelling seal (discharge head/hopper connection). |
| Power | 3.7 kW (IE3 efficiency class). |
| Torque / Speed | 13,000 Nm / 2.5 rpm. Automatic valve activated after leak test. Assistance via pneumatic vibrators and air injection. |
| Product transfer | Transfer screw (precise dosing). Rotary valve (flow control). Pneumatic transfer (gearbox). |
| Dust extraction & Safety | Integrated fine dust collection and connection to filtration network. HAZLOC Zone 21/22. Leakage sensors, emergency stops and automation. |
