







































































































Poudres traitées : levure déshydratée sous forme de poudre fine et de flocons fragiles
Ligne d'ensachage hygiénique NEP pour levures sensibles.
Objectifs du client
Dans le cadre de sa stratégie d’optimisation industrielle, un fabricant de levures déshydratées (en poudre et en flocons) voulait réduire de façon significative le temps consacré au nettoyage de sa ligne d’ensachage. Avant, deux opérateurs devaient tout démonter pour un nettoyage complet durant la fin de semaine. Résultat : 4 heures de main-d’œuvre le vendredi et 2,5 jours d’arrêt de production, ce qui engendrait un manque à gagner considérable.
Le produit, très sensible à l’humidité et à la prolifération bactérienne, exige des conditions de conditionnement conformes aux normes pharmaceutiques. Il doit être ensaché immédiatement à la sortie du séchoir, sans passer par une étape de stockage. Il faut absolument éviter toute rétention de produit.
Exigences techniques clés
- Conditionnement automatique multi-formats (10, 15 et 25 kg) : Flexibilité de production avec changement rapide de format sans démontage ni intervention manuelle complexe, pour une productivité maximale.
- Intégration "bag in box" (sac dans boîte en carton) : Pour limiter la contamination, protéger mécaniquement le sac et optimiser le transport et l’entreposage. Ce format hygiénique et ergonomique est prêt à l’usage pour les clients industriels.
- Préservation de la texture des flocons de levure : Comme le produit est fragile, le système devait éviter le tassement ou l’échauffement. Le remplissage devait se faire en douceur, sans chute libre, pour préserver l’intégrité des flocons tout en maintenant une bonne densité.
- Un système complet de NEP/CIP (Nettoyage En Place) : Intégration d’un circuit automatisé avec pré-rinçage, lavage alcalin/acide et séchage à air chaud. Objectif : reprise de la production en 4 heures ou moins, sans humidité résiduelle ni contamination croisée.
- Confinement élevé du produit : Systèmes de confinement (manchettes d’étanchéité, zones fermées, dépoussiérage localisé) à chaque étape pour réduire les émissions de poussière, protéger les opérateurs et respecter les normes d’hygiène.
- Contrôle centralisé et traçabilité intégrée : Interface opérateur conviviale pour la gestion des recettes, le suivi des cycles NEP, l’archivage des données de production, les alertes de maintenance et le contrôle qualité.
Solution proposée par Palamatic Process
Palamatic Process a conçu et installé une ligne 100 % hygiénique, directement reliée à la sortie du séchoir. Résultat : conditionnement immédiat sans tampon, préservant les caractéristiques du produit, notamment sa faible hygroscopicité.
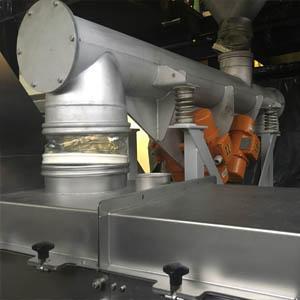
L’ensacheuse automatique fonctionne en mode bottom-up : le sac est rempli par le bas, en suivant la montée du niveau, sans chute libre. Cette technologie permet de préserver la structure des flocons et limite la poussière. Un dispositif de désaération et de compactage progressif assure une densité homogène et une excellente tenue des sacs.
Le système prend en charge trois formats (10, 15, 25 kg) avec changement rapide, sans démontage. Un convoyeur élévateur adapte automatiquement sa hauteur selon la configuration, assurant une mise en boîte contrôlée, sans chute ni déformation du sac. La traçabilité du lot est également assurée.
Une quinzaine de buses NEP/CIP couvrent les zones critiques. Le séchage à air chaud (en circuit fermé avec filtration) permet une reprise rapide en moins de 4 heures, sans humidité résiduelle.
Le tout est piloté via un IHM ergonomique avec affichage des recettes, des cycles NEP et des paramètres de qualité.
Équipements et avantages de la ligne Palamatic Process
Remplissage bottom-up progressif
Conditionnement précis, propre et sans chute libre. Remplissage contrôlé par le bas = moins de poussière et meilleure granulométrie.
Dosage précis à ± 20 g, pour une cohérence qualité optimale.
Système de désaération et de compactage
Deux lances micro-perforées insérées dans le cœur du produit, reliées à un générateur de vide haute efficacité. Résultat : moins d’air, densité constante, meilleure stabilité au transport.
Convoyeur élévateur bag-in-box
- Hauteur ajustable automatiquement (selon les formats de 10, 15 ou 25 kg).
- Dépose contrôlée sans chute grâce à un funnel (entonnoir de guidage).
- Détection automatique de la boîte pour éviter les erreurs de cycle.
- Mode double : ensachage direct ou mise en boîte.
Unité de nettoyage en place (CIP/NEP)
La ligne comprend une unité de NEP entièrement automatisée, équipée de buses fixes positionnées sur toutes les zones critiques. Le cycle de nettoyage complet inclut un pré-rinçage, un lavage alcalin, un rinçage acide et un séchage à air chaud filtré à 0,01 µm. Grâce à un souffleur (blower) chauffé à 50 °C, la ligne peut redémarrer en production seulement 4 heures après le début du cycle de nettoyage, et ce, sans humidité résiduelle.
Vissage vertical de dosage haute précision
Le système de dosage par vis verticale avec agitateur intégré assure une alimentation continue et précise, autant pour la levure en poudre très fine que pour les flocons. Sa conception réduit les risques de tassement du produit et garantit un écoulement contrôlé, même en présence d’un peu d’humidité résiduelle.
La vis peut être entièrement démontée, ce qui facilite l’inspection visuelle, le nettoyage et l’entretien, tout en maintenant la cadence de production. Cet aspect est particulièrement apprécié en environnement agroalimentaire où l’accessibilité et l’hygiène sont des enjeux prioritaires.
Détection, contrôle qualité et automatisation
La ligne est munie de plusieurs dispositifs de contrôle qualité intégrés pour s’assurer que chaque étape respecte les exigences de conformité. Elle comprend :
- Un détecteur de métaux à haute sensibilité,
- Un vérificateur de poids dynamique (checkweigher) pour un contrôle en continu,
- Une étiqueteuse industrielle pour l’identification des lots,
- Et un convoyeur de rejet automatique pour évacuer les sacs non conformes.
Ces équipements assurent une traçabilité complète, renforcent la sécurité alimentaire et permettent une maîtrise rigoureuse des paramètres qualité à chaque cycle de production.
Intégration complète
La ligne est pilotée par un automate programmable connecté à une interface OPC/UA, permettant une intégration fluide aux systèmes de supervision compatibles avec les standards de l’industrie 4.0.
L’ensemble de l’installation est conçu avec une architecture IP69K dans les zones soumises au lavage à haute pression. Ce niveau de protection assure une durabilité élevée, une hygiène maximale et une robustesse éprouvée dans les milieux industriels exigeants du secteur alimentaire ou pharmaceutique.

