











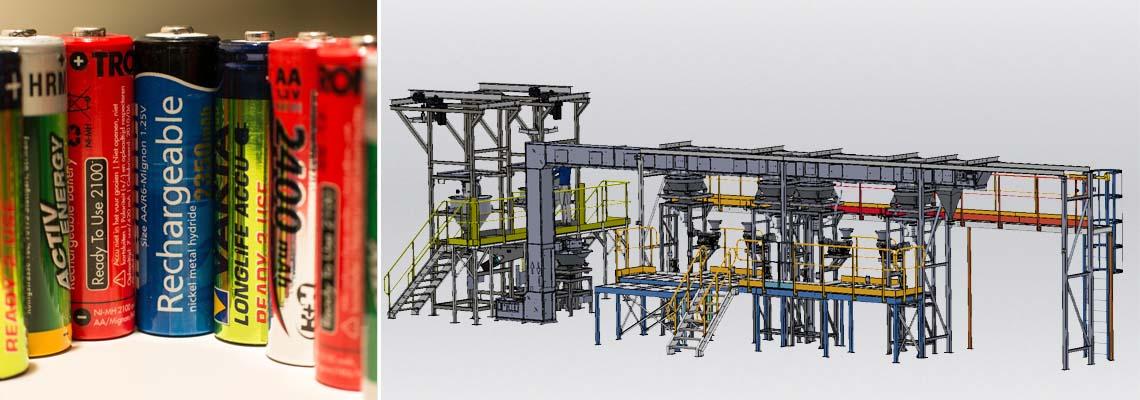
Processed powders: zinc powder and additives
Automation of the zinc powder feeding process
The objective of this installation is to improve the manual powder loading phase and to implement a complete automated system for accurate dosing of the ingredients into the customer's existing mixing tanks.
The solution:
Produce a system that would allow operators to move away from manually emptying sacks of zinc powder by utilizing big bags and automated delivery methods. The installation must avoid product retention, offer ATEX 21/22 rated explosion protection and offer a highly accurate dosing method.
The Equipment:
- 2x FIBC unloading stations with electrical hoists
- 2x Vibrating conveyors to transfer powders from the bulk bag unloaders to the hopper
- 1x Vibrating buffer hopper on load cells to accurately weigh the material
- 1x Vibrating conveyor to transfer the material to the bucket conveyor
- 1x Pendulum bucket conveyor to transfer the materials to multiple downstream hoppers
- 4x Buffer hoppers on load cells
- 4x Modified bag dump stations for loading of additives
- 4x Modified screw conveyors
- Support structures and maintenance access platforms
- Dust collection equipment
- Controls and Automation
The facility was dealing with decades old equipment and a very labor-intensive production process. The operators would manually open and dump bags of zinc powder, as well as other additives, into four bag dump stations. The powder was dosed into the four mixers below via screw conveyors, and then mixed with liquid additives to form a paste. Another challenge the client was facing with the existing equipment was the need to upgrade it to offer explosion protection for an ATEX rated environment.
1. EasyFlow®125 – Super Sack Unloading with electric hoist and connection head
To allow for easier bulk bag placement methods, our team designed the FIBC discharge station with electrical hoists that have a lifting capacity of 2 tons. By connecting the bulk bag straps to a handling cross, the electric hoist chain hooks to the bulk bag hanger which lifts, transfers and gently places it onto the support bars. The connection head offers a dust-tight seal around the bulk bag discharge spout by clamping the spout fabric around an inner and outer double jacketed material flow channel. The inner channel provides direction for the material flow in a contained manner and the outer channel allows the balance between air volume displacement and the material filling operation.
The double-jacketed tube can be connected to a central bag house for further containment of any fine, free-floating particulates for a healthty and safe working atmosphere. Furthermore, the clamp head can be raised and lowered to provide some tension on the material discharge spout, which in turn creates a funneling effect on the bottom of the bulk bag.
This funneling effect helps promote the flow of the material out of the super sack to prevent retention and full discharge. Buffer hoppers are integrated into the super sack unloading stations to allow continuous production while removing the empty bulk bag and placing a new one on the station. Level probes and pneumatic vibrators ensure that operators are informed when the buffer hoppers are low on material, and the material is completely evacuated from the hopper. This method allows for the constant supply of material to the downstream process.
2. Electro-magnetic Vibrating Conveyors
Placed before and after the weighed buffer hopper, the vibrating conveyors offer a gentle method for the transfer of the powders. The vibratory conveyors help extract material from the bulk bag buffer hoppers to a shared weighed buffer hopper. They are also excellent at metering product to achieve exact weight amounts. The vibrating feeders also provide the transfer of the material from the buffer hopper to the bucket elevator.
3. Weighed Buffer Hopper
The intermediary buffer hopper is installed on load cells which provide accurate loss-in-weight dosing to the downstream bucket conveyor. The load cells provide feedback to the PLC concerning how much powder by weight it is allowing to discharge into the vibrating conveyor. The hopper is installed on a frame with spring isolators and electric vibrating motor to ensure no material is retained within. A high-level probe is installed on the unit to prevent the system from over-loading the hopper. A pneumatic butterfly valve controls the flow into the powder conveyor.
4. Pendulum Bucket Conveyor
In order to transfer the zinc powders from the weighed buffer hopper to the downstream equipment, a bucket conveying system was integrated into this turnkey process solution. Bucket conveyors offer several advantages including: low maintenance, low wear and tear operation and gentle handling of the bulk solids. They are popular to use in the food industry for these reason as well as being easy to design for hygienic applications.
Rubber chains run parallel to the buckets to help drive them back and forth which allows the avoidance of lubricants, a potential contamination source for the powders. They are easy to take a part for maintenance and cleaning procedures and are independently suspended on the rubber chain. This allows for the individual tipping of each bucket and keeps them in a horizontal position until they are ready to be emptied. This minimizes product loss and retention, and can provide continuous material feed to multiple discharge points. For our client, this bucket conveyor was designed with one inlet and 5 outlets for selecting the correct material drop off point.
5. Receiving Hoppers and the Modified Bag Dump Stations and Screw Conveyors
As the zinc powder is transferred from the primary hopper, the bucket conveyor can select one of four discharge points via automated controls. The discharge ports feed one of four weighed buffer hoppers to provide a backup weight check on the amount of powder to be dosed into the mixing vessels. This weighing redundancy allows the client to achieve very accurate dosing and total control over the metered flow rates of the bulk solids. As before, the hoppers are fitting with load cells and a high-level probe to prevent overfilling. The pneumatic butterfly valve on a 4-20 mA signal controls the dosing of the powder into the mixers below. The installation rests on a support structure with springs and vibrating motors to ensure all material is fully discharge (zero product retention). Between the 4 buffer hoppers and the powder mixing industrial equipment, are 4 older and out of date bag dump stations.
Palamatic was tasked with updating with the following features:
- Integration of 4 loads cells under the existing structure
- Modification of the inlet flange for connection to the feeding hopper
- Addition of a new tapping for connection to central baghouse
- Addition of a removable internal tube for the product flow chute control into the hopper
- Replacement of the existing electrical vibrator with ATEX approved version
- Replacement of proximity switch by safety lock on the access door
- Replacement of the gearbox motor of the screw conveyor for ATEX version + 90° gearbox
Our team also provided additional vibrating powder dosing equipment attached to the sides of the bag dump stations. These modifications allow two primary objectives. First, it allows for an easy and ergonomic method for the addition of minor ingredients into the mixing batch. Second, if for some reason the upstream process was out of commission for maintenance, etc., it allows the operators to continue feeding the mixers via the 50 lb sacks. In this way the risk of a total shut down of production is highly unlikely to occur.
6. Dust Collection Equipment
Our team provided updated equipment for the revised ATEX requirements. The connections were made to the bulk bag unloading stations, feed hoppers, z bucket conveyor and bag dump stations. The piping, connections, tappings and slam valves (non-return valves) for ATEX certification provided the necessary dust collection updates for this system.
7. Controls and Automation
The Pal’Touch visually programmed PLC provides complete direction over the electronic functions of the entire system. For this project, the client was provided with a OMRON NX102 model, 9” touch screen panel with Ethernet IP communication. Palamatic Process can provide other options as alternatives if the client prefers. Palamatic Process designs, assembles and programs all controls panels in-house. Our team of automation engineers include user friendly raw material inputs, lot traceability, operator identification and dosing reliability. The PLC handles and controls the bulk bag discharge, loss-in-weight dosing management, conveying, dust collection, feeding and hopper selection. Further advantages include our Pal’Assist service for remote connection diagnostics. By integrating an ethernet remote maintenance box, our maintenance team can connect remotely and diagnose any issues within the control panel programming. Our technicians are also available for on-site commissioning and training support.
Palamatic Process has been supplying the powder and bulk solids industry with bulk bag handling equipment since 1992. In order to determine what solution is best for your project, contact one of our sales engineers. Together, our team of experts can provide the right kind of powder filling equipment that will fulfil your every production goal.
Contact one of our experts today for assistance with needed material handling solutions and to request a quote.





