











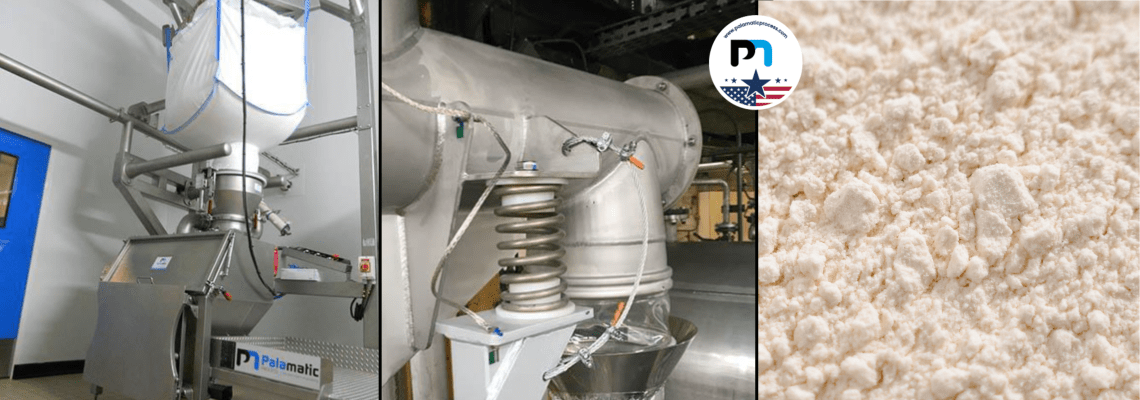
Processed powders: lactose, permeate, various milk powders
Automating powder transfer and dosing in the dairy industry
Background
As part of an initiative to modernize its production lines, a U.S.-based dairy processor required an automated system to handle food-grade powders, including lactose and other dry ingredients.
Key challenges included achieving precise batch dosing into liquid process tanks, improving hygiene in production zones, and ensuring compliance with NEC hazardous area classifications. It was also essential to reduce operator strain and secure powder handling in accordance with U.S. food and safety regulations.
The system had to be retrofitted into existing facilities and manage multiple ingredients across separate feed streams.
Implemented solution
To meet these requirements, a complete powder handling line was developed using dense phase pneumatic conveying and flexible gravity-fed bulk bag silos.
The main feed stream begins with a super sack unloading station equipped with an electric hoist. Powders are conveyed through a closed pneumatic line into a flexible silo mounted on load cells. This batch silo feeds a powder mixing module via a vibrating feeder equipped with a moisture-backflow valve.
The sealed pneumatic system ensures contactless conveying, significantly reducing risks of cross-contamination, product segregation, or clogging.
Installation benefits
-
Precision dosing: reliable batch control
The flexible silos on load cells enable accurate batching. Paired with variable speed screw feeders and level sensors, the system ensures precise material flow with typical batch accuracy within ±1%, essential for sensitive formulations like dairy ingredients and additives.
-
Enhanced hygiene: cleanable, open-access design
Equipment is engineered with smooth, easy-to-clean surfaces, removable inspection doors, and no retention zones. Textile silos prevent buildup, reduce microbial risk, and support either manual or CIP cleaning. The design is compliant with FDA and USDA hygiene standards.
-
Compliance explosion-proof and food-grade components
All product-contact surfaces are available in food-grade stainless steel with FDA-compliant seals and antistatic tubing. The system is designed to meet NEC (Class/Division) and UL standards for hazardous environments, with certified components and full grounding of conductive elements.
-
Ergonomics: assisted material handling, safe access, ground-level operation
Super sack unloading systems are equipped with massage paddles, handling crosses, and dust-tight connectors. These features allow safe, low-effort access to the discharge spout. Operator interfaces (control panels, remote buttons) are mounted at optimal working height to reduce musculoskeletal strain.
-
Flexibility: two feed streams for multiple ingredients
The dual-feed layout (main super sack station + combined super sack/manual bag station) allows operators to switch materials without halting production. Both streams converge at the dosing point, with automated switchover. Ideal for short-run production or multi-recipe workflows.
-
Space-saving: compact, flexible silo systems
Flexible textile silos offer a lightweight and compact alternative to steel bins. Easy to install without major structural work, they integrate well into low-clearance spaces and can be quickly deployed and relocated.
-
Process safety: sealed pneumatic transfer limits contamination
The dense phase pneumatic conveying system moves powders under pressure, fully sealed from ambient air. This protects the material from segregation, dust emissions, and moisture ingress, while reducing the need for downstream dust collection.
Industrial equipment included
Super sack discharge stations
Designed for ergonomic and dust-contained emptying of powder bulk bags. Each station includes:
- Electric hoist or lifting frame
- Dust-tight connection head
- Vibrating discharge plate
- Localized dust extraction
- Optional: pneumatic massage for poor-flow powders
Application: clean, ergonomic discharge with maximum dust containment. Compliant with NEC/UL and FDA regulations.
Combo super sack / manual bag station
Allows feeding from bulk bags or 25–50 lb manual bags:
- Buffer hopper with access lid for manual dumping
- Safety screen to capture foreign objects
- Integrated dust extraction fan
- Gas-spring lid or powered cover for easy opening
- Bulk bag connection with clamp ring or locking tube
Application: flexible feed option for different packaging sizes; protects operator and environment from dust exposure.
Weighing silos (textile)
Gravity-fed storage made of antistatic food-grade fabric (polyester or Trevira), mounted on a frame with 4 load cells:
- Capacities: 130–8,000 gallons (500–30,000 L)
- Conical outlet hopper with optional agitator
- Removable modular structure
- Discharge compatible with screw or pneumatic systems
Application: buffer storage between raw material reception and batch dosing; supports precise gravimetric control.
Tubular or trough screw feeders
For inclined or horizontal powder transport:
- Lengths: 3–20 ft (1–6 m)
- Motor size: 0.75–3 HP (0.55–2.2 kW), optional VFD
- Removable flanges, inspection doors, purge zones
Application: accurate material transfer to mixers or tanks.
Additional process equipment
Powder mixer / incorporator
Designed to homogeneously incorporate dry powders into liquids:
- Stainless steel tank with integrated agitator
- Vortex dispersion system
- Hopper with safety grate
- Closed-loop recirculation
- Optional: temp sensor, load cell, level detector
Application: smooth, lump-free powder incorporation with minimal dust; ideal for milk-based products.
Dense phase pneumatic conveying system
Sealed pressure conveying of powders using compressed air:
- Pressurized powder vessel
- Timed injection valves
- Self-cleaning end filter
- PLC-controlled flow rate and cycle
Application: contamination-free transport that preserves particle integrity; reduces segregation and dust.
Vibrating feeder
Provides controlled gravity-fed transfer to the mixer:
- Polished stainless finish
- Adjustable vibration settings
- Inclined frame for steady flow
- Moisture backflow prevention valve
Application: steady, reliable flow to incorporation system while protecting product from humidity and buildup.
Conclusion
This complete automated line allows the dairy processor to boost throughput, improve product traceability, and meet strict U.S. standards for food safety, hygiene, and operator protection (NEC, FDA, UL).
Its modular design allows for recipe changes and integration into existing buildings, delivering reliable, scalable performance for modern dairy production.




