












Process materials: Granulated Sugar, Whey, Skim Milk Powder, and various other minor additives
Process for the production of chocolate
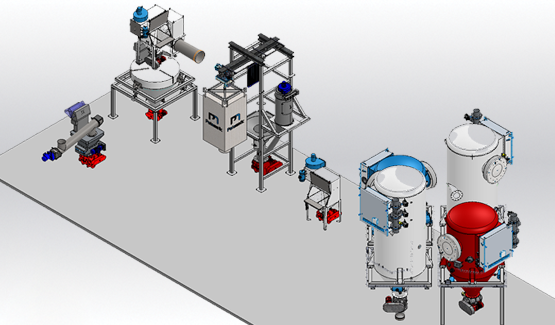
Complete production process for the manufacture of chocolates for the confectionary industry.
Objective: The client, a major global producer of chocolates and confectionaries, wanted to install a new turnkey process for liquid chocolate production at their plant in Canada. In order to support the liquid production line, the client required the dry side of their process to include equipment that could handle the unloading, transfer, storage and dosing of powdered ingredients.
The Solution: Palamatic Process designed and supplied raw material unloading and feed points, pneumatic conveying and transfer systems, receiving vessels and dosing equipment for the handling of all dry ingredients involved in the downstream mixing and blending process.
The system needed to include additional features to prevent heating up the materials within the transfer lines and respect the NFPA hazardous rated area for Classification 2 / Division 1. The entire production was made of 304 food grade stainless steel contact / wetted parts.
Equipement: Manual bag dump station SackTip®, big Bag unloading stations with electric hoist EasyFlow@125, multiple pneumatic conveying lines and automation.
The client required a wide array of minor ingredients to be added to the downstream mixing process. Many of the minors required small amounts that would not have been feasible to deliver by big bag container methods. Therefore, in order to best adapt the powder production process to the manufacturer’s needs, two bag dump stations were installed with one dedicated to a single vacuum conveying line for the addition of various minor ingredients and the second for hand add adjustments to the skim milk and whey powder conveying lines.
Manual bag dump station
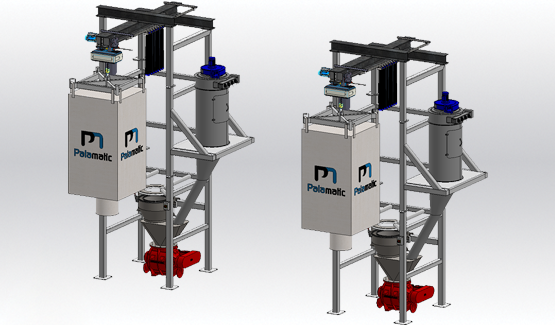
The first sack tip tray station Sacktip® for the various minor additions integrated features such as dust collection on top of the unit and a sack compactor attached to the side of the station. The integrated dust filtration system consists of a suction fan to apply an atmospheric vacuum inside the bag dump station. The powder passes through the filter cartridges and the clean air exits through the fan exhaust.
A compressed air tank is responsible for the reverse jet pulse cleaning to prevent the cartridges from clogging and help minimize product loss to the filters. The bag compactor is attached to an open port on the side of the unit. Once the operator finishes emptying the bag of its contents, he simply disposes of the bag waste through the open portal where it drops into a small collection hopper fitted with a large auger. The auger turns at a slow rate and pushes the empty bag down a compression tube
A polyethylene sleeve is fitted over the tube by elastomer tension rings. As the bags build up inside the tube, they compact against each other and slowly apply pressure to the plastic sleeve, causing it to expand outwards. The operator allows it to grow to a certain length that can be easily removed for disposal. These features help fully contain any dust or residual material spillage, keeping the work station clean and safe.
Under the sack tip station, our team integrated an 8” rotary airlock valve for the steady and controlled metering into the downstream process. The rotary valve was designed to perform at 9 m³/hr flow rate with a dosing accuracy of 1.31 liters per pocket. The volumetric flow rates are given with an 80%-filling ratio. This filling ratio can differ depending on the behavior of the products and on the rotary valve location.
Under the rotary valve, Palamatic Process has supplied a buffer hopper on load cells to maintain the required amounts of minors by loss-in-weight functionality.
Other components integrated into the buffer hopper are high- and low-level probe detection devices and pneumatic vibrators to help with powders that have more difficult flow properties. The operators simply load the required amount of ingredients via the bag dump station into the buffer hopper below (via gravity) and punch in the required batch recipe for that production shift. The automation program then tells the load cells, hopper and rotary airlock valve how much product to dose into the conveying line below. Once the hopper loses a target weight, the program tells the rotary valve to stop dispensing the product.
The portion of the installation allows both minimal operator intervention, safe and ergonomic use of minor ingredients discharge and containment of dust and residual materials.
Big bag unloading stations with electric hoist
In order to handle the major ingredients delivered in super sacks, our team supplied the client with two bulk bag unloading stations. The EASYFLOW® 125 big bag discharge station provides a controlled and contained means of safely discharging powders and bulk solids from the big bag. Of the many features on this big bag emptying equipment, the main functions include:
- An electric hoist with a bulk bag hanger for safely lifting and loading onto the station
- Telescoping connection tube for attachment to the big bag spout
- Big bag support tray
- Double jacketed filling head for material and air balancing
One of the more important features on this model is the telescoping connection tube. It works via a clamping plate that pinches the big bag spout between the inner column of the double jacketed filling tube.
The operator raises the bellows of the tube up to meet the discharge spout of the big bag. Before untying the spout, the operator places the sleeve around the inner tube and lowers the clamp ring over the filling head, securing the big bag spout. The operator is then safe to untie, or unlace, the spout. The controls will then allow the tube to lower, causing the big bag bottom to stretch and create a funneling action. This design is meant to aid in the extraction of materials with poor flow properties.
Optional massage cylinders were also installed on this unit to further aid the flow of the materials out of the big bag. They are installed on pneumatic cylinders and paddles that squeeze the sides of the big bag to help break up bridging or rat-hole effects that may occur. A control valve on pneumatic cylinders is also installed just around the FIBC discharge spout to pinch it and stop the flow of material. This enables the ability for operators to remove the big bag without fully emptying it, and replace it with a new bulk bag of a different product grade.
One final significant add-on to this station was an independent dust collection unit. The unit is kept small and installed directly on the side of the installation to keep the footprint to a minimum. Much like the dust collection unit mentioned earlier, it operates in the same manner. The discharge chute connects with the flow tube under the station to help recover any materials lost to the filter cartridge. Another added benefit of using independent dust filters on each discharge station is to prevent material cross-contamination between batches as each filter is designated to one type of material.



Multiple pneumatic conveying lines
Palamatic Process designed and installed a total of three vacuum conveying lines and one pressure conveying line for the transfer of both major and minor ingredients from various raw input delivery points. Because of the nature of many of these ingredients either being higher in fat content or hygroscopic (or both), great care was taken in preserving the integrity of the product by installing air cooling devices and dehumidifiers at the air intake section of the material transfer lines.
Tri-lobed booster pumps are used on each line, in the case of the vacuum conveyance, at the end of each line after the cylone receiver, and in the instance of the dilute phase pressure conveying line, at the beginning.
Drum diverter valves help switch and join conveying lines, particularly in the case of the 2nd bag dump station being able to feed minor amounts of SMP or Whey to either of the designated powder receivers.
In-line bullet magnets are also installed along the conveying ducts to help prevent ferrous contaminants from entering the liquid and powder blending processes downstream. They can be easily removed for quick inspection and cleaning operation.
The dehumidifiers keep the air dry which is critical when trying to keep materials from forming sticky clumps in your process lines. The same goes for the double protection offered by the air cooler which keeps the compressed air temperature under control to prevent further flow and clogging issues in the conveying lines.
A lump breaker is also installed on the sugar conveying line underneath the silo storage vessel. A screw conveyor extracts the granulated sugar from the silo and feeds it into a lump breaker. The lump breaker helps deagglomerate any lumps that may have formed in the material during its storage phase. This helps increase the efficiency of the dilute pressure pneumatic conveying line and prevent any clogging.
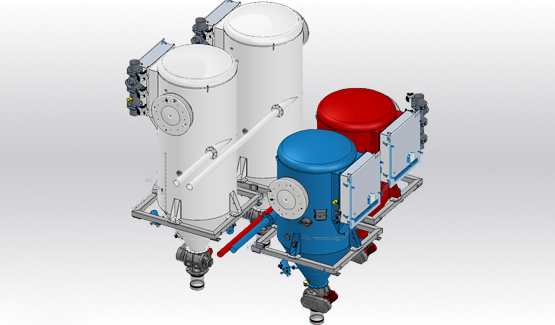
At the end of each conveying line our the Palamatic Process cyclonic material receiving vessels, designed to separate the powder from the air. A total of 4 receiving vessels were installed, with the first for the collection of various minor ingredients and sized to a capacity of 1500 liters for a throughput rate of 8 tons per hour. The 2nd and 3rd are used for the SKM and Whey, for a total volume capacity of 4,800 liters for a conveying rate of 8 tons per hour. The last one is on the pressure conveying line for sugar transfer and is sized to a capacity of 2,000 liters and 9 tons per hour conveying rate.
The cyclone works by allowing the heavier powder particles to spin in a downward spiral, collecting at the bottom of the hopper. As the product settles the air flows out through the filter cartridge and exits through the exhaust. Again, another compressed air tank and timer provide periodic blasts of clean air (reverse jet pulse) to knock any recoverable dust off of the filter cartridges. Flow aids like air cannons and vibrating discs are installed on these units to help fully discharge them into the mixing process below.
Controls and automation
For this project, the client was provided with an Allen Bradley Micrologix 850, 10” HMI touch screen panel with ethernet communication. An additional ethernet communication box was also added for external communication with our head office for remote diagnostic capabilities. Our Pal’Assist service for remote connection diagnostics provides pre-established diagnostic and maintenance contracts at a reasonable fee. The Pal’Touch visually programmed PLC provides complete direction over the electronic functions of the entire system.
Palamatic Process designs, assembles and programs all controls panels in-house. Our team of automation engineers include user friendly raw material inputs, lot traceability, operator identification and dosing reliability. Our technicians are also available for on-site commissioning and training support.
Other services provided include supervision of the installation and commissioning by our technicians. Palamatic Process has been supplying the powder and bulk solids industry with bulk bag handling equipment since 1992. In order to determine what solution is best for your project, contact one of our sales engineers. Together, our team of experts can provide the right kind of powder filling equipment that will fulfil your every production goal.
Contact one of our experts today for assistance with needed material handling solutions and to request a quote.








