











Description

The vibrating trough feeder is a high-precision dosing equipment designed for processing powders, granules, and fragile products.
It uses electromagnetic vibration technology to ensure a smooth, regular, and controlled flow, with no moving mechanical parts in the dosing area.
This system reduces the risks of segregation, agglomeration, and product deterioration while ensuring optimal precision.
Thanks to its vibrating trough, this feeder is particularly suitable for applications requiring precise and uniform product distribution, especially in the food, pharmaceutical, chemical, and veterinary sectors.
Its silent operation, without mechanical wear, guarantees a long lifespan and minimal maintenance.
-
Dosage accuracy5
A modular and customizable system for all applications
The vibrating trough feeder is available in several configurations to adapt to the specific needs of each industrial process.
Different possible configurations:
- Open or closed trough: allows the feeder to be adapted to clean or constrained environments.
- Multi-lane: possibility of distributing the product over several outlets to simultaneously supply several production zones (e.g., food sprinkling, multi-container filling).
- Dosing options: integration of a pre-dosing flap for applications requiring a first rapid filling step followed by a precision adjustment.
Precision and regularity of dosing
One of the key elements of the vibrating trough feeder is the product bed adjustment guillotine located at the trough inlet.
It allows adjusting the thickness of the powder flow to obtain a stable and reproducible output.
The system uses an electromagnetic vibrator (not a motor-vibrator), allowing fine control of the vibration intensity, thus ensuring extreme dosing precision, even for micro-quantities.
This technology allows dosing products with accuracies in the order of a gram while ensuring homogeneous distribution.
Equipment designed for smooth integration into production lines
The vibrating trough feeder is designed for easy integration into an existing production line.
It can be coupled with other equipment to ensure a complete and automated process.
Compatibility with various systems:
- Weigh dosing: combination with scales to ensure precise dosing controlled in real-time.
- Container filling: drums, bags, jars, capsules, according to customer needs.
- Transfer systems: association with a vibrating conveyor, a transfer screw, or pneumatic transfer for continuous supply.
Detailed operating procedure for the three versions of the vibrating trough feeder
1. Continuous Dosing – Operating Principle
The vibrating trough feeder in continuous mode allows feeding a downstream process without interruption.
It is often used for continuous sprinkling or simply controlling a flow rate linked to the downstream process.
Operating Steps
Feeder Supply
The product is stored in a buffer hopper located above the feeder.
A level sensor continuously monitors the quantity of product in the hopper to prevent any supply interruption.
Flow Rate Adjustment
The operator adjusts the opening of the inlet guillotine to adjust the thickness of the product bed.
The electromagnetic vibrator is activated with adjustable frequency and amplitude to ensure a constant flow rate.
Product Sprinkling / Continuous Discharge
The product gradually moves along the trough under the effect of vibrations.
It is discharged directly onto the product by sprinkling.
Automatic Flow Regulation
The weighing load cell is integrated to regulate the flow rate precisely.
In case of excess or lack of product downstream, the feeder automatically adjusts its rate to ensure a continuous flow.
Continuous Supply
When the buffer hopper is almost empty, it is automatically refilled to avoid any interruption of the product flow.
During this period, the discharge always occurs at the same speed to ensure continuous dosing.
2. Direct Dose Dosing into the Final Container with Centering Cone – Operating Principle
This version is designed for precise and direct filling of containers (bags, jars, capsules, cups, etc.), with a centering cone to ensure uniform deposit.
Operating Steps
Container Positioning
An automatic conveying system places the container under the feeder outlet.
A presence sensor validates the correct positioning of the container before starting the dosing cycle.
Dose Adjustment
The program with its recipe module selects the quantity of product to be dosed via the control interface.
The system automatically adjusts the frequency and amplitude of vibrations to match the recipe.
Dosing Trigger
When the dose is called for, the feeder activates and doses the powder towards the outlet.
A centering cone guides the product to avoid losses and ensure homogeneous deposit.
Weighing and Fine Adjustment
An integrated weighing sensor stops the feeder as soon as the target mass is reached.
A slow finishing speed is applied to refine the dose accuracy.
Container Closing and Release
The container is automatically released to be sealed or moved to the next process step.
Optionally, a cleaning drawer comes out under the feeder to keep the filling area always clean.
3. Hidden Time Dosing with Pre-dosing Flap – Operating Principle
This operating mode optimizes dosing speed and precision by filling a pre-dosing flap while the container is being positioned.
Operating Steps
Flap Pre-filling
While the previous container is still in place, the feeder fills an intermediate flap.
This hidden time helps reduce the total cycle time.
Flap Opening and Rapid Filling
Once the container is positioned, the flap opens instantly to transfer the powder dose all at once.
This method reduces variations due to flow and ensures increased accuracy.
Final Dose Adjustment
A fine dosing phase can be applied after the main discharge to ensure maximum precision.
A weighing sensor controls the actual quantity and compensates if necessary.
Flap Refilling for the Next Dose
As soon as the flap closes, the feeder immediately resumes a pre-dosing cycle.
While the container is being evacuated, a new dose is ready for the next filling.
Ejection and Quality Control
A final vibration ensures that all the powder has been properly discharged.
The container is moved, and the process continues сексуаविश्लेषणात्मक.
Comparison of the three operating modes
| Mode | Main Use | Advantages | Disadvantages |
|---|---|---|---|
| Continuous Dosing | Feeding production lines (mixers, conveyors, packaging machines) | Smooth flow, no interruption, adjustable precision | Less suitable for small doses |
| Direct Dosing into Container | Filling bags, jars, cups with centering | High precision, homogeneous deposit, integrated weighing | Longer cycle time than with pre-dosing |
| Dosing with Pre-dosing Flap | Rapid bulk packaging, high-speed filling | Reduced cycle time, optimized precision | Requires a dedicated flap, more complex mechanics |
Equipment advantages
- High precision: Ultra-fine dosing with precise flow control.
- Product integrity: No shearing, avoids degradation of fragile powders.
- Application flexibility: Suitable for micro-dosing, multi-lane filling, and sprinkling.
- Easy integration: Compatible with weighing, automation, and ATEX environments.
Media
View our equipment in photos

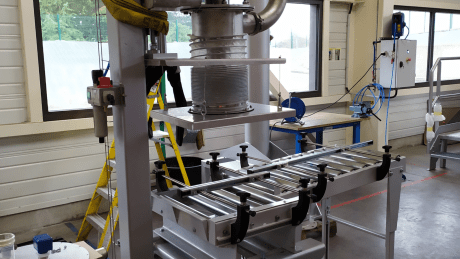
Palamatic Process Weighing System
Overview of a Palamatic Process weight feeder, type LWF, during installation.

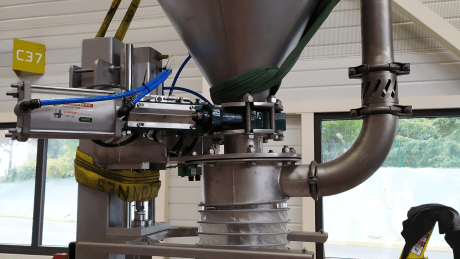
Feed Hopper on Palamatic Process Feeder
Close-up of a Palamatic Process feed hopper integrated into a dosing system, illustrating the stainless steel design and precision components.

Palamatic Process Big Bag Emptying Station
Industrial installation of a Palamatic Process big bag emptying station, designed for safe and efficient handling of powders and granules.

Palamatic Process Drum Packaging Line
Palamatic Process drum filling station, integrated into an automated line and fed by a big bag emptying station to optimize production flow.
Palamatic Process Packaging Facility
Overview of a complete Palamatic Process installation for automated drum filling, including conveying and multi-level structure.
Palamatic Process Drum Filling Station
Operator at a Palamatic Process drum filling station, illustrating the ease of use and ergonomics of the packaging system.




Features
Technical specification
| Model | Trough Width (mm) | Trough Length (mm) | Theoretical Output (m³/h) | Dosing Type | Dosing Accuracy | Main Use | Available Options |
|---|---|---|---|---|---|---|---|
| DVA50 | 50 | 300 | 0.625 | Continuous / Direct Dosing | ± 1 g | Precise micro-dosing, small containers | Integrated load cells, 316L stainless steel finish, ATEX |
| DVA50-C | 50 | 300 | 0.625 | Dosing with Flap | ± 0.5 g | Rapid pre-dosing, high speed | Pneumatic flap, level sensor, quick shut-off valve |
| DVA120 | 120 | 550 | 1.875 | Continuous / Direct Dosing | ± 2 g | Filling bags, jars, capsules | Load cells, buffer hopper with vibrator, ATEX |
| DVA120-C | 120 | 550 | 1.875 | Dosing with Flap | ± 1 g | Rapid packaging, high speed | Pneumatic flap, optical detection, hopper vibrator |
| DVA200 | 200 | 1000 | 5 | Continuous / Direct Dosing | ± 5 g | Process feeding, mixers, transfer | Large capacity hopper, flow control, ATEX |
| DVA200-C | 200 | 1000 | 5 | Dosing with Flap | ± 2 g | Batch dosing for automated production | Motorized flap, dynamic weighing sensor, flow regulation |
| DVA250 | 250 | 1500 | 6.25 | Continuous / Direct Dosing | ± 10 g | Food and chemical industry, high capacity | Stainless steel, high-precision weighing, vibration regulation |
| DVA250-C | 250 | 1500 | 6.25 | Dosing with Flap | ± 5 g | High-speed filling, large volumes | Reinforced flap, integrated conveyor, advanced automation |



